
Зміст статті
- 1 Первинний схематичний ескіз
- 2 Підбираємо матеріал
- 3 Склеюємо заготовки щитів
- 4 Обробляємо склеєні заготовки.
- 5 Розмічають контури кіл і вирізаємо по розмітці
- 6 Фрезеруем рівні кромки кіл і формуємо малюнок профілів бічних крайок
- 7 Розмітка і свердління кріпильних отворів
- 8 Вытачиваем стійки
- 9 Попередня збірка
- 10 Шліфуємо поверхні і бічні кромки
- 11 Виконуємо фінішну обробку
- 12 Остаточна збірка
Зміст
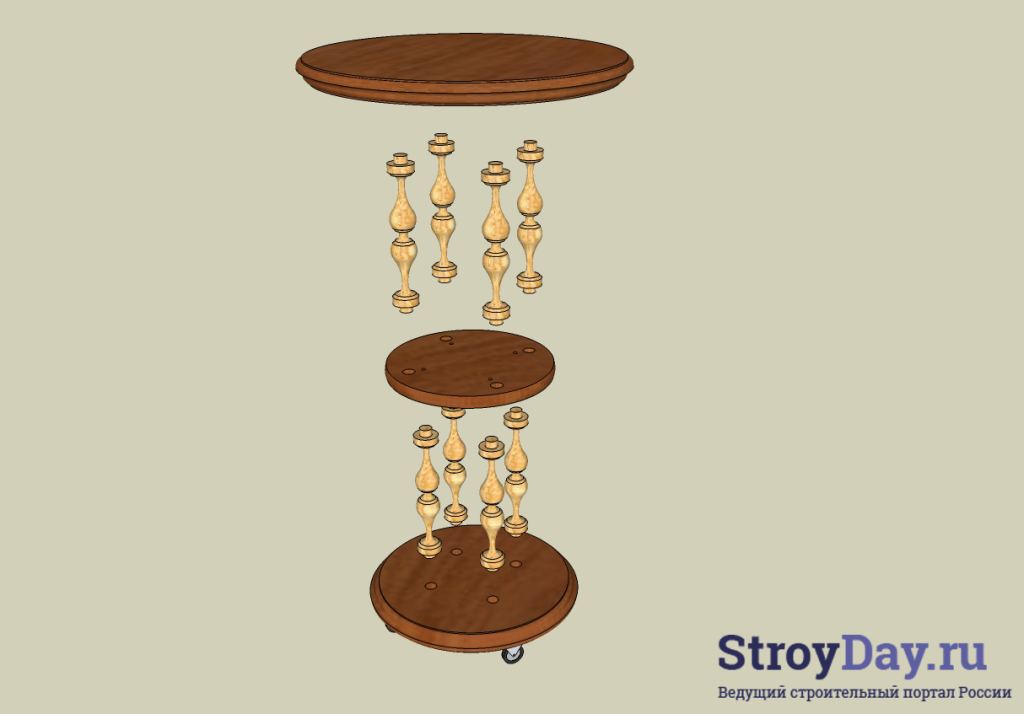
Початковий схематичний ескіз
Приблизні розміри:
- стільниця діаметром 600 мм, товщина 40 мм;
- підстава діаметром 450 мм, товщиною 40 мм;
- поличка діаметром 300 мм, товщиною 25 мм,;
- стійки довжиною 250 мм, діаметр 35-38 мм.
Початковий схематичний ескіз. Рис. 1

Початковий схематичний ескіз. Рис. 2
Початковий схематичний ескіз. Рис. 3
Підбираємо матеріал

Фото 1

Фото 2

Фото 3

Фото 4

Фото 5
Склеюємо заготовки щитів

Фото 6

Фото 7

Фото 8

Фото 9

Фото 10
Через добу після того як клей остаточно висохне, можна приступати до подальших дій.
Обробляємо склеєні заготовки.
- Спочатку выстрагиваем поверхні щитів ручним електрорубанком, контролюючи процес рівною лінійкою, а також періодично перевіряючи товщину щита – згідно необхідним розмірам. (Фото 11).

Фото 11

- Шліфуємо вздовж волокон стрічковою шліфувальною машинкою з стрічкою зернистістю P 100 -120. (Фото 12).
Фото 12

Розмічаємо контури кіл і вирізаємо по розмітці
- Шляхом нескладних геометричних побудов за допомогою лінійки і косинця знаходимо центр. Використовуючи імпровізований циркуль розмічаємо контур кола стільниці згідно з заданими розмірами – діаметром 600 мм (Фото 13).
Фото 13

- Використовуючи електролобзик вирізаємо по розмітці коло, з припуском 1,5-2 мм від лінії розмітки. (Фото 14).
Фото 14

Фрезеруем рівні кромки кіл і формуємо малюнок профілів бічних крайок
- З допомогою циркульного пристосування фрезерною машиною з встановленою пазової фрезою вирівнюємо кромки вирізаних деталей – щоб коло був ідеально рівним, так як випилювання лобзиком не дає потрібного рівного контуру. (Фото 15).
Фото 15

- Аналогічним чином готуємо деталі – підстава і поличку.
- Використовуючи невеликий набір фігурних фрез, формуємо за допомогою фрезерної машинки профільний малюнок бічних кромок. (Фото 16).
Фото 16

Розмітка і свердління кріпильних отворів
- З допомогою лінійки та циркуля ретельно розмічаємо місця отворів для кріплення стійок і высверливаем отвори діаметром 20 мм, глибиною 15-18 мм. Глибину отворів контролюємо штангенциркулем з глибиноміром. (Фото 16 і 17).
Фото 16
Фото 17


Вытачиваем стійки
- Для заготовок на стійки найоптимальніший варіант – використовувати живці для садового інструменту. Найчастіше вони виготовляються з бука, рідше – ясена. (Але можна використовувати будь-які інші наявні бруски – знову ж таки, бажано з твердих листяних порід.)
При відповідному діаметрі – 38-40 мм – їх дуже легко і зручно обробляти на токарному верстаті.
- Розрізаємо держак на заготовки довжиною 30 см:
— 250 мм – довжина видимої частини стійки,
— два циліндричних шипа для кріплення до деталей – по 15 мм,
— припуск по довжині – 20 мм.
- Розмічаємо центри для кріплення в токарному верстаті. (Фото 18).
Фото 18

- Закріплюємо деталь в центрах токарного верстата і з допомогою мінімального набору токарних різців виконуємо невигадливий і простий малюнок.
Діаметри циліндричних шипів (20 мм) під час роботи контролюємо штангенциркулем. (Фото 19).

Фото 19
- Ретельно шліфуємо отримані деталі. (Фото 20).
Фото 20

- В результаті роботи на токарному верстаті ми повинні отримати вісім стійок з максимально однаковою формою і розмірами. (Фото 21).
Фото 21

Попередня збірка
- Попередня збірка без клею, для перевірки правильності розмірів виготовлених елементів. Якщо щось не стикується – то можна підправити.
- Розмічаємо місця для коліщаток і прикручуємо їх на свої місця – бо надалі без наявної розмітки це буде зробити важко. (Фото 22, 23, 24).
Фото 22
Фото 23
Фото 24



- Переконавшись в правильності виготовлення всіх елементів, розбираємо конструкцію – тепер приступаємо до фінішної обробки.
Шліфуємо поверхні і бічні кромки
- Ретельно вышлифовываем профілі бічних крайок, спочатку грубим зерном (Р60-80), поступово переходячи на більш дрібне (P150-180). І потрібно намагатися не заходити на площини щитів – інакше надалі будуть помітні ризики, особливо від грубої шкірки поперек волокон.
- За допомогою стрічкової шліфмашинки шліфуємо поверхню стрічкою з зерном P120 – обов’язково уздовж волокон.
- Потім шліфуємо поверхні ексцентрикової шліфмашинки – з зерном P120-150. ( Фото 25).
Фото 25

Виконуємо фінішну обробку
- Тонування — надання деревині певного відтінку, що імітує інші породи дерев. Для тонування всіх деталей була використана недорога морилка для дерева на водній основі. Квітів дуже багато і можна без проблем підібрати потрібний саме Вам. Крім того кольори можна змішувати між собою для отримання різних відтінків.
Так як сосна досить м’яка порода дерева, то вона «охоче» вбирає в себе таку морилку.
- Обов’язково варто зробити пробні выкрасы на обрізках – необхідно враховувати деякі умови:
— Колір після висихання морилки стане менш яскравим і менш «соковитим».
— Для того, щоб перевірити, який поверхня буде після нанесення фінішного покриття, потрібно змочити висохлу тонований поверхню уайт-спіритом або спиртом.
— Якщо потрібний тон темнішим потрібно покриття двома шарами. (Фото 26).

Фото 26
- Після висихання морилки поверхню неминуче стане шорсткою – тому після тонування необхідно ще раз ретельно прошліфувати всі поверхні і кромки – використовуємо шкірку з дрібним зерном (P180-220). Після цього треба видалити пил і можна приступати до нанесення фінішного покриття. (Фото 27 і 28).
Фото 27
Фото 28


- В якості фінішного покриття для стільниці, підстави і полички було використане масло для меблів від фірми «Borma».
Наносимо його за допомогою м’якої кисті – перший шар рясно, так як масло буде добре вбиратися.
Масло бажано підігрівати на водяній бані в окремій ємності до температури 55-60 градусів – у цьому разі воно стає більш рідким і глибше проникає в пори.
Слід не допускати попадання масла (або лаку) в кріпильні отвори. (Фото 29 і 30).

Фото 29

Фото 30
Після висихання першого шару поверхні шліфуються, і далі, знову масло наноситься в кілька прийомів.
Ну і, звичайно ж, в якості фінішного покриття можна використовувати будь-які інші лакофарбові матеріали, наявні в наявності.
- Виточені стійки при обертанні на малих обертах на токарному верстаті з допомогою бавовняної ганчірки покриваються маслом з твердим воском тієї ж фірми. І знову ж – варто уникати попадання масла на циліндричні шипи.
Потім вони поліруються сухою ганчіркою, знову ж таки – при обертанні. (Фото 31).

Фото 31
Остаточна збірка
- Після висихання фінішного покриття приступаємо до остаточної зборки виробу на клею. Використовуємо для цього клей ПВА.
— Перед склейкою потрібно переконатися, що шипи вільно і без особливих зусиль входять в отвори, а також необхідно переконатися, що немає зазорів між стійкою і поверхнею.
— Клей наносимо тонким шаром (бажано маленькій пензликом) – і на шипи стійок, і отвори.
— Якщо видавлюється трохи клею із швів – прибираємо його відразу ж ганчірочкою.
— Вклеюємо стійки по черзі – спочатку чотири стійки в отвори підстави і чотири стійки в отвори середньої полички. Чекаємо висихання клею 1,5-2 години.
— Потім склеюємо поличку зі стійками з підставою – знову чекаємо висихання клею.
— І потім вже приклеюємо стільницю до отриманої конструкції. (Фото 32, 33, 34, 35,36).

Фото 32

Фото 33

Фото 34

Фото 35

Фото 36
- Прикручуємо до основи коліщатка саморізами з допомогою викрутки у вже наявні отвори. (Фото 37 і 38).

Фото 37

Фото 38

Фото 39

















{kind=link}